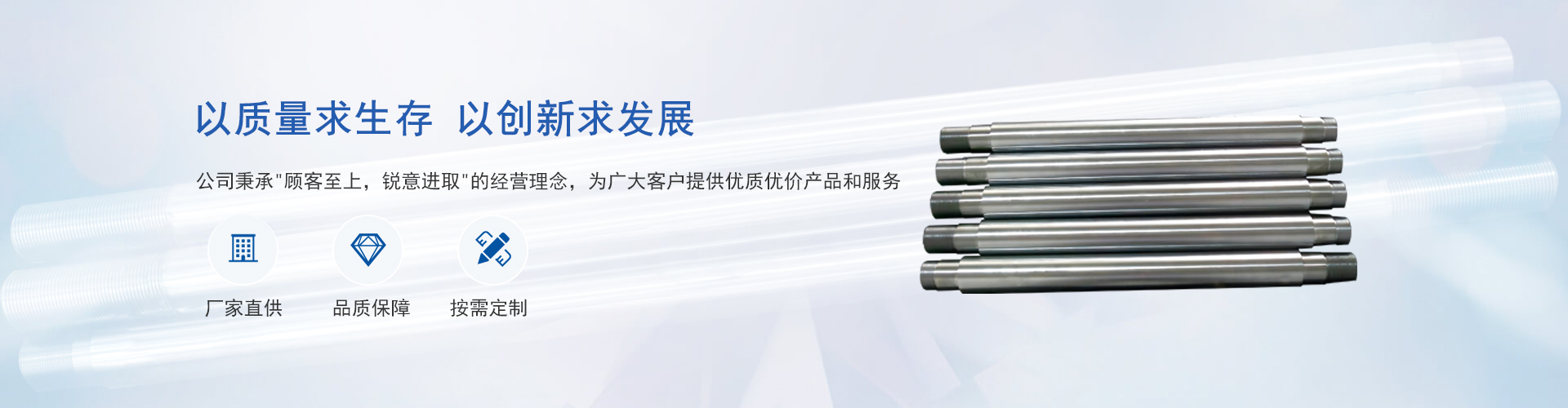
不锈钢搅拌轴加工分享活塞杆的加工7大技术你都掌握了吗?
在活塞杆的加工过程中,其技术要求是非常重要的一个方面,由于其加工工艺以及加工技术的好坏会直接影响到产品的质量及其使用寿命。那么这次就来介绍一下活塞杆的加工技术要求。
活塞杆的加工7大技术:
1、活塞杆与导向套的协作应为H8/h7或者是H8/f7。
2、圆度与圆柱度的公差应不大于直径公差的一半。
3、活塞杆的外圆粗糙度一般以0.1--0.3um的规划为宜。
4、要保证轴颈对支承轴颈的同轴度要求,否则会影响到传动精度。
5、设备活塞的轴间端面与活塞杆轴线的笔直度公差应不大于0.04mm/100mm,并且还要保证活塞设备不发作倾斜。
6、假如轴径是与传动件相协作的状况下,那么活塞杆的表面粗糙度为Ra2.5—0.63um。假如轴径是与轴承相协作,其表面粗糙度则为Ra0.63—0.16um。
7、设备活塞的轴颈与外圆同轴度的公差不应大于0.01 mm,并且还要保证活塞杆外圆和活塞外圆的同轴度,避免活塞与缸筒、活塞杆和导向的卡滞现象。
活塞杆生产加工要求
活塞杆表面粗糙度要求应该要达到Ra0.4-0.8um。为保证活塞杆加工精度的稳定性,在加工全过程中,不可以进行人工校直。活塞杆的使用大部需要承受交变载荷,其装置往复摩擦其表面,因此对于表面要满足硬度高、耐磨等要求。
在选择活塞杆定位基准时,为了可以有效保证零件同轴度公差以及各部分的相互位置精度,其所有的加工工序都可以要采用两中心孔定位,斗式提升机符合基准统一原则。为了保证加工精度,在对活塞杆进行车削时,要将粗车、精车分开。而且粗、精车一律使用跟刀架,以此来减少加工时工件的变形,同时在加工两端螺纹时,还应记得使用中心架。磨削外圆表面时,工件比较会容易让刀、弹性变形,从而影响活塞杆的精度。因此,在加工时应修研中心孔,要保证中心孔的清洁以及中心孔与顶尖间松紧程度适宜,并保证良好的润滑。
在活塞杆进行螺纹加工时,若是活塞杆因螺纹的加工公差比较大,定心能力差,不能保证装配的同轴度时,我们在进行导向套装配时,应该以其外密封面来定位的,假如此定位面的长度小于螺纹的配合长度,则应该在装配时螺纹先进入配合,然后再从定位面进入配合。
 无锡杨楠精密机械制造有限公司
无锡杨楠精密机械制造有限公司

 15250802655 / 15716199567
15250802655 / 15716199567 苏公网安备32021102002739号
苏公网安备32021102002739号